
In my case my digital mic exactly got the piston's turn diameter that was even on the product sheet, so the digital bore gauge started from a known and good valueMotionMachine wrote: ↑Mon May 14, 2018 8:24 am I always question someone setting their Mitutoyo or other bore gages with a mic. It's completely operator sensitive for one and how accurate is that mic? If the thread adjustment is loose (mic has backlash), it may measure right on with a standard as the backlash is taken out when the standard is snug between the spindle and the anvil. But if it's just screwed out to 4.280" and locked, is it exactly to size with backlash not removed?
Engine machine shop destroyed my block
Moderator: Team
Re: Engine machine shop destroyed my block
-
MotionMachine
- Guru

- Posts: 1564
- Joined: Thu Sep 16, 2010 10:01 am
- Location: Virginia
- Contact:
Re: Engine machine shop destroyed my block
As gmrocket says, it's important to apply pressure on the spindle when you lock it. If you lock it when it's still on the piston, then the backlash is removed so that's fine. But if you are just screwing the mic out to a size, you need to push on the spindle when you lock it.
"do it right or do it right away"
http://www.motionmachineinc.com/
https://www.youtube.com/watch?v=ZgIZbveknDs
http://www.motionmachineinc.com/
https://www.youtube.com/watch?v=ZgIZbveknDs
Re: Engine machine shop destroyed my block
MotionMachine wrote: ↑Wed Jun 06, 2018 8:20 am As gmrocket says, it's important to apply pressure on the spindle when you lock it. If you lock it when it's still on the piston, then the backlash is removed so that's fine. But if you are just screwing the mic out to a size, you need to push on the spindle when you lock it.
Yes, sure. Moreover with my digital mic I can notice if it's still on the minimum value once locked.
QUESTION:
what about Nikasil these cast iron bores to increase the walls thickness and get the correct clearance back?
Some say that you can only apply succesfully Nikasil on steel sleeve and not cast iron bores
-
statsystems
- Guru
- Posts: 1508
- Joined: Sun Apr 03, 2016 1:17 am
- Location:
Re: Engine machine shop destroyed my block
John@RED wrote: ↑Wed Jun 06, 2018 5:09 pmMotionMachine wrote: ↑Wed Jun 06, 2018 8:20 am As gmrocket says, it's important to apply pressure on the spindle when you lock it. If you lock it when it's still on the piston, then the backlash is removed so that's fine. But if you are just screwing the mic out to a size, you need to push on the spindle when you lock it.
Yes, sure. Moreover with my digital mic I can notice if it's still on the minimum value once locked.
QUESTION:
what about Nikasil these cast iron bores to increase the walls thickness and get the correct clearance back?
Some say that you can only apply succesfully Nikasil on steel sleeve and not cast iron bores
I know you can nikasil cast iron motorcycle cylinders. I've heard but never verified that certain people were using Nikasil on V-8 blocks in the late 1990's IIRC. I could be wrong about it though because it was an unverified rumor.
I'd be nervous about being able to surface the block after nikasil. Maybe they leave the stuff .060 or .040 down from the deck. I've seen guys deck two stroke cylinders and chip the Nikasil while surfacing.
-
MotionMachine
- Guru
- Posts: 1564
- Joined: Thu Sep 16, 2010 10:01 am
- Location: Virginia
- Contact:
Re: Engine machine shop destroyed my block
Nikasil can be applied to aluminum, gray iron or ductile iron sleeves. But the sleeves must be prepped properly first, no chamfered corners, only radiused. Very expensive undertaking, they can only be honed with diamonds and a profilometer is required to get the correct surface finish.
"do it right or do it right away"
http://www.motionmachineinc.com/
https://www.youtube.com/watch?v=ZgIZbveknDs
http://www.motionmachineinc.com/
https://www.youtube.com/watch?v=ZgIZbveknDs
Re: Engine machine shop destroyed my block
Only sleeves? No directly on the bores?MotionMachine wrote: ↑Wed Jun 06, 2018 5:55 pm Nikasil can be applied to aluminum, gray iron or ductile iron sleeves. But the sleeves must be prepped properly first, no chamfered corners, only radiused. Very expensive undertaking, they can only be honed with diamonds and a profilometer is required to get the correct surface finish.
-
statsystems
- Guru
- Posts: 1508
- Joined: Sun Apr 03, 2016 1:17 am
- Location:
Re: Engine machine shop destroyed my block
John@RED wrote: ↑Wed Jun 06, 2018 6:24 pmOnly sleeves? No directly on the bores?MotionMachine wrote: ↑Wed Jun 06, 2018 5:55 pm Nikasil can be applied to aluminum, gray iron or ductile iron sleeves. But the sleeves must be prepped properly first, no chamfered corners, only radiused. Very expensive undertaking, they can only be honed with diamonds and a profilometer is required to get the correct surface finish.
Maybe that's what it was...they were using sleeves that had been nikasiled. Maybe Warpspeed can answer the question.
Re: Engine machine shop destroyed my block
Rather than spend a mint trying to Nakisil cylinders...couldn't you just order another set of pistons say .002 or .005 over the size now and then hone to proper clearance. Probably be further ahead cost wise I would think.
-
MotionMachine
- Guru
- Posts: 1564
- Joined: Thu Sep 16, 2010 10:01 am
- Location: Virginia
- Contact:
Re: Engine machine shop destroyed my block
I don't know the in's and out's of applying nikasil but it always seems to be done only on individual sleeves, not an entire block. Has the particular engine in this thread ever been divulged?
"do it right or do it right away"
http://www.motionmachineinc.com/
https://www.youtube.com/watch?v=ZgIZbveknDs
http://www.motionmachineinc.com/
https://www.youtube.com/watch?v=ZgIZbveknDs

Re: Engine machine shop destroyed my block
I believe one of the issues re applying it direct to an iron block is that variabilities in typical cast surfaces make the process problematic.
Felix, qui potuit rerum cognscere causas.
Happy is he who can discover the cause of things.
Happy is he who can discover the cause of things.
-
nwticerider
- New Member

- Posts: 11
- Joined: Sun Jul 25, 2010 1:00 am
- Location:
Re: Engine machine shop destroyed my block
I would be more concerned with the taper and out of round than the extra thou or two of clearance.
Gap the rings correctly, as stated in an earlier post and get that engine humming.
It is unfortunate that somehow they got it that far over but unless the pistons are very short like a dirt bike it will be fine.
I have taken apart engines that were runnning fine with a correct cranking compression that had a wear ridge and measurement that was huge.
Gap the rings correctly, as stated in an earlier post and get that engine humming.
It is unfortunate that somehow they got it that far over but unless the pistons are very short like a dirt bike it will be fine.
I have taken apart engines that were runnning fine with a correct cranking compression that had a wear ridge and measurement that was huge.
-
groberts101
- Guru
- Posts: 1980
- Joined: Sat Mar 08, 2008 3:08 pm
- Location: Minneapolis
Re: Engine machine shop destroyed my block
I've been there too.. and probably many here have as well. Ridge ream it, rebore it with an upsized piston thinking things will improve a greater amount.. and it only ends up nominally improved over the other "old and worn out" baseline. Sure makes you aware of need for proper testing and analyzing requirements to make the best cost vs gain decisions in the future.nwticerider wrote: ↑Sun Jun 17, 2018 1:18 am I would be more concerned with the taper and out of round than the extra thou or two of clearance.
Gap the rings correctly, as stated in an earlier post and get that engine humming.
It is unfortunate that somehow they got it that far over but unless the pistons are very short like a dirt bike it will be fine.
I have taken apart engines that were runnning fine with a correct cranking compression that had a wear ridge and measurement that was huge.
Re: Engine machine shop destroyed my block
So in the end I let that machine shop to sleeve this block, and that's the result:
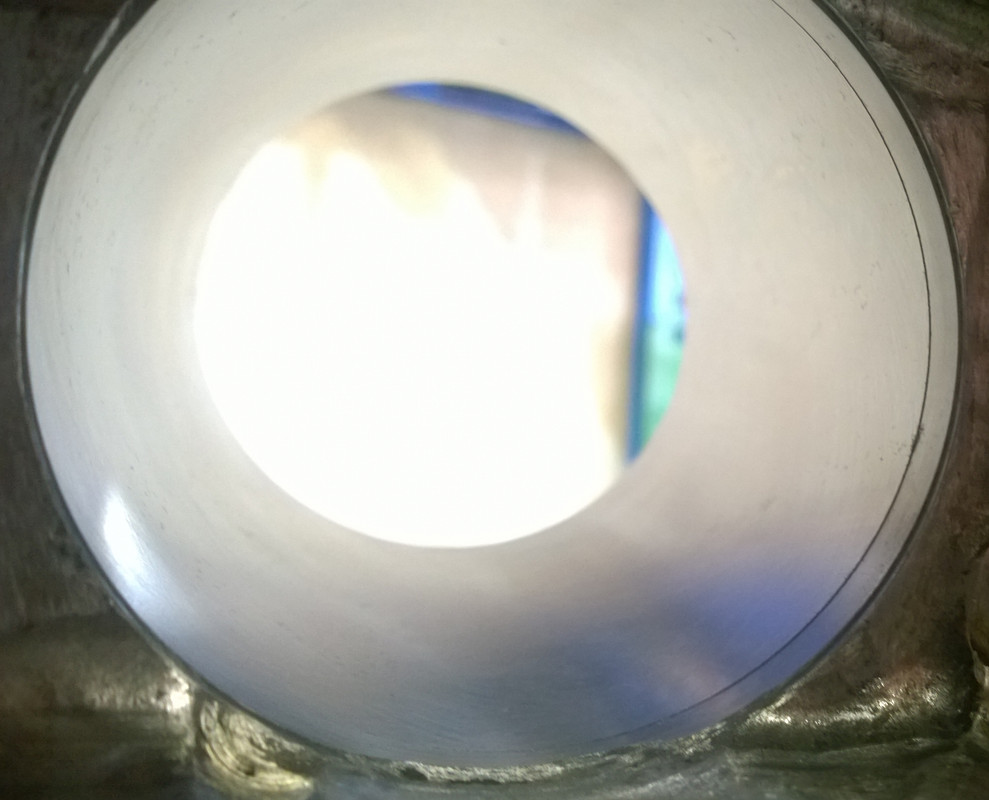
Am I wrong, or the step in the lower part of the bore (0.5" from the bottom) is likely going to rub off some coating and material from the piston skirt?
Am I wrong, or the step in the lower part of the bore (0.5" from the bottom) is likely going to rub off some coating and material from the piston skirt?
-
statsystems
- Guru
- Posts: 1508
- Joined: Sun Apr 03, 2016 1:17 am
- Location:
Re: Engine machine shop destroyed my block
It's fine. There is nothing wrong with how the sleeve was installed.
-
Dave Koehler

- Vendor
- Posts: 7205
- Joined: Mon Oct 04, 2004 11:19 pm
- Location: Urbana, IL USA
- Contact:
Re: Engine machine shop destroyed my block
Picture could be much improved. Tough to tell what we see.
IF we are talking about the bottom edge, take a sanding roll and deburr that edge. 101 stuff.
IF what we see is that sleeve bored off center, is it for a reason or just FUBARed?
IF you are talking about the line where the sleeve sits on a ledge, no biggie.
IF we are talking about the bottom edge, take a sanding roll and deburr that edge. 101 stuff.
IF what we see is that sleeve bored off center, is it for a reason or just FUBARed?
IF you are talking about the line where the sleeve sits on a ledge, no biggie.
Dave Koehler - Koehler Injection
Enderle Fuel Injection - Nitrous Charger - Balancing - Nitrous Master software
http://www.koehlerinjection.com
"Never let a race car know that you are in a hurry."
Enderle Fuel Injection - Nitrous Charger - Balancing - Nitrous Master software
http://www.koehlerinjection.com
"Never let a race car know that you are in a hurry."